eISSN: 2093-8462 http://jesk.or.kr
Open Access, Peer-reviewed
eISSN: 2093-8462 http://jesk.or.kr
Open Access, Peer-reviewed
Jong Soo Hyun
, Wan Chul Yoon
, Jong Kuk Rhim
, Dong Kyung Lee
10.5143/JESK.2020.39.6.573 Epub 2021 January 04
Abstract
Objective: The aim of this study is to show that it is effective to use of a set of different and appropriate accident analysis methods for comprehensive accident analysis.
Background: When an accident happens, investigation and analysis of the accident can be conducted for various purposes. The most important purpose among them is to prevent any similar accident by analyzing the root causes, and consequently establishing and implementing preventative measures. To achieve it, the identification and elimination of the fundamental causes of the accident rather than superficial causes should be emphasized. In reality, however, there is a tendency to conduct only perfunctory investigation and analysis due to the limited time and technology.
Method: In this study, several official accident analysis methods with different strengths and areas of application were used as a set, and the stuck-in-the-conveyor belt accident was analyzed in depth. The accident analysis methods used in this study were 'Events & Causal Factors Charting and Analysis', 'Barrier Analysis', 'Change Analysis', 'Root Cause Analysis', and 'SINTEF models for accident cause analysis'. Also, the method of 'analysis of major events at each stage of the facility life cycle' was presented and applied in the study as a new additional analysis method for systematic analysis.
Results: By using a set of accident analysis methods, we were able to analyze the cause of the accident systematically and in-depth.
Conclusion: Accident investigation and analysis using appropriate investigation methods contribute more effectively and objectively to derive causal factors, such as contributing factors and root causes.
Application: It may be used as a suitable technique for investigating and analyzing accidents at workplaces and accident investigation agencies.
Keywords
Accident investigation Accident analysis Events & Causal Factors Chart Change analysis SINTEF model
사고란 예상치 못한 사건 또는 상황이 발생하여 원하지 않거나 부적절한 결과가 일어나는 것이다. 원하지 않은 결과에는 사람과 재산, 생산 또는 내재적 가치가 있는 거의 모든 대상에 해가 되거나 손실이 발생한 경우가 포함될 수 있다. 이와 같은 손실은 생산 비용을 높이고 효율성을 떨어뜨리며 장기적으로는 근로자의 도덕성을 약화시키고 대중으로부터 호의적이지 않은 시선을 받게 된다는 점에서 조직의 운영 비용을 높이는 원인이 된다. 사고가 발생하면 다음과 같은 여러 가지 다른 목적으로 사고조사를 실시할 수 있다. ① 사고에 영향을 끼친 사건들의 실제 발생과정을 파악하고 설명 ② 사고의 직접적 및 근본적 원인/기여요인 파악 ③ 유사사고의 예방을 위한 위험 감소조치의 파악 ④ 잠재적 범죄의 기소를 위한 근거의 조사와 평가 ⑤ 보상책임 사정을 위한 유죄평가.
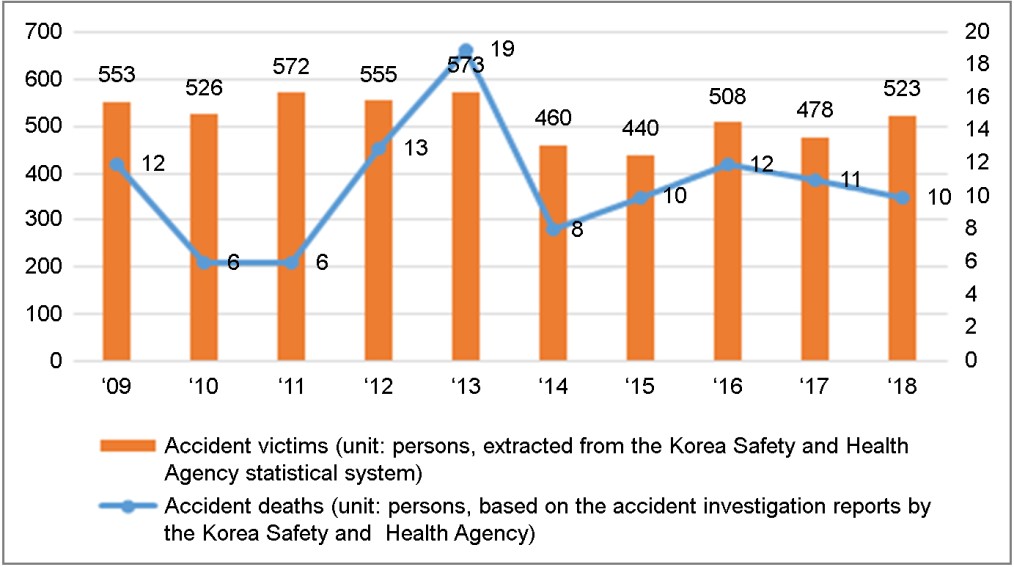
국내의 제조업, 건설업 등 사업장에서는 산업재해로 사망자가 발생하거나 3일 이상의 휴업이 필요한 부상을 입거나 질병에 걸린 사람이 발생한 경우에는 발생일로부터 1개월 이내에 산업안전보건법에서 정한 산업재해조사표를 작성하여 지방고용관서에 제출하여야 한다. 산업재해조사표의 구성은 사업장 정보, 재해정보, 재해발생 개요 및 원인, 재발방지계획으로 구성되어 있다. 대부분의 사업장에서는 제출의무를 이행하는 것에만 관심을 가지며, 표면적이고 직접적인 원인과 재발방지계획을 작성하여 제출하는 실정이다. 사고로 인한 사망재해 등 중대재해가 발생한 경우에는 잠재적 범죄의 기소를 위한 근거를 마련하기 위해 고용노동부와 안전보건공단 등에서 재해조사를 실시한다. 안전보건공단에서 작성한 재해조사보고서는 사업주 등의 산업안전보건법 위반 여부를 판단하기 위해 기소 및 재판과정에 활용된다. 안전보건공단에서는 재해조사보고서를 근간으로 동종재해예방을 위한 기술 및 홍보자료를 작성하여 홈페이지 등을 통해 사업장에 제공하고 있으나 산업안전보건법 내용 위주의 재해발생 원인 및 재발방지 대책으로 구성되어 있어 근원적인 사고의 원인 도출 및 대책제시 등 실질적인 동종재해예방을 위한 자료로서는 미흡한 실정이다. 일례로 Figure 1에서 보는 바와 같이 국내 사업장에서 최근 10년간 컨베이어로 인한 사고재해자 및 사망자가 감소하지 않는 것은, 사용하는 컨베이어의 숫자가 증가한 것도 원인으로 볼 수 있으나 그 동안의 사업장, 공단 등에서 실시한 사고조사에서 제시된 원인 및 대책의 실효성이 미흡한 것도 일조한 것으로 사료된다.
사고를 조사하고 분석하는 가장 중요한 목적은 근본적인 원인을 찾아 개선 대책을 수립하고 실행함으로써 동종 유사사고를 예방하는 데 있다고 볼 수 있다. 따라서 직접적 원인이 아닌 근본적 원인의 규명과 개선이 강조되지만, 현실적으로는 시간과 기술의 제약 상 눈앞의 원인에 관심을 빼앗겨, 형식적인 사고조사 및 분석에 그치기 쉽다. 이에 본 연구에서는 서로 다른 강점과 적용영역을 가진 몇 개의 공식적인 사고분석 기법을 세트로 활용하여, 컨베이어 끼임사고 사례를 심층분석하고 동 사고의 여러 가지 상호 관련된 인과요인과 근본원인을 규명하여 유사 동종사고 예방 대책을 제시함으로써, 다양하고 적합한 일련의 사고분석 기법의 활용이 포괄적 사고분석에 효과적임을 제시하고자 한다. 또한, 일부 기법은 체계적인 분석을 위해 새로운 분석방법(기기 생애주기 각 단계별 주요 사건분석)을 제시하고 적용하였다.
2.1 Research survey
사고모형 및 조사 · 분석 기법에 관한 연구로는 Heinrich (1931)에 의해 도미노이론이 창시된 이후 목적과 그것이 다루는 범위에 따라 다양한 사고 발생 모형과 사고조사 · 분석 기법이 개발되었다. Skelt (2002)의 연구는 주요사고의 심층분석에 사용되는 14종의 기법에 대한 개요와 특성을 제시하였다. Hollnagel (2004)은 사고모형을 3개의 형태로 분류하였다.
첫 번째는 사고는 일련의 사건들의 연결고리로 설명될 수 있다고 가정하는 순차적 모형(sequential model)이다. FMEA (Filure Modes and Effects Analysis)나 FTA (Fault Tree Analysis)가 대표적인 순차적 모형의 예가 된다. 두 번째 모형형태는 사고는 분명하거나 잠재적인 여러 요인들이 결합되어 발생한다고 가정하는 역학적 모형(epistemological)이다. 대표적인 예로 Reason의 Swiss Cheese Model을 들 수 있다. 세 번째 형태가 시스템 이론에 근거한 시스템적 모형(systemic model)으로 STAMP (System-theoretic model of accidents) 및 FRAM (Functional Resonance Accident Model)이 있다(Ham, 2011) Hollnagel과 Speziali (2008)의 연구는 1990년대 초 이후 개발된 주요 사고조사 · 분석 기법을 조사하고 시스템 특성별로 적정한 사고조사 · 분석 기법을 제시하였다. 시스템을 요소 사이의 결합도, 제어가 쉬운 정도로 4개의 그룹을 만들고, 각 그룹에 적합한 사고조사 기법 9가지를 배치하였다.
사고분석 기법론에 대한 국내 연구는 원자력발전 분야에서 가장 빨리 연구되고 적용되었다(Yoon et al., 1995). 이 연구는 미국 INPO에서 개발한 HPES (Human Performance Enhancement System)의 인적오류 분류를 현장전문가가 쉽고 정확하게 수행할 수 있도록 단계적 모형론을 적용하였다. 철도 안전분야에서는 철도사고 및 장애에 개입된 인적 오류행위들이 발생하는 경위 및 원인을 체계적으로 분석하여 사고의 재발을 효과적으로 방지하는 HEAR (Human Error Analysis and Reduction)가 2013년 개발되었다(Kim and Yoon, 2010; Kim and Yoon, 2013). 이 연구에서는 조직적 요인의 중요성을 반영하여 기존의 HPES 방식과 J.Reason의 스위스치즈 모형을 토대로 한 HFACS (Human Factors Analysis and Classification System)의 장점을 융합한 사고분석 모형이 제안되었다.
사고조사 기법의 적용 등에 관한 국내 연구로서 Lee (1982)은 안전사고의 체계적 분석을 위하여 FTA 기법의 개요, Fault Tree의 작성방법을 제시하였고, Kim et al. (2017)은 어선 충돌사고의 가장 큰 직접원인인 경계소홀에 내재된 간접원인을 정량적으로 파악하기 위해 전문가 집단 설문조사와 결함수분석(FTA)을 사용하였다.
사고원인 심층분석을 위한 사고사례 국내연구로서 Yim and Park (2019)은 2018년 고양시 저유소 화재에서 논란이 되었던 내부부상지붕 형태의 상압저장탱크에서의 원주방향 통기관의 화염방지기 설치 필요성 등을 기술적으로 검토하였다. Kim et al. (2015)은 2014년 발생한 제501오룡호 선박 전복사고의 원인으로 해상상황, 침수에 따른 흘수의 증가, 자유수에 의한 선박의 경사와 무게중심의 상승에 따른 복원성 감소 등 동역학적 요인을 규명하였다.
위 선행연구를 살펴보면, 사고조사 · 분석 기법 개발에 대한 국내 선행연구는 인적오류 중심으로 이루어졌으며, 원자력, 철도분야로 한정되어 있다. 기법의 적용 등에 관한 국내 선행연구는 FTA 기법에 한정되어 수행되었다. 그리고, 사고원인 심층분석을 위한 국내 사고사례 선행연구는 기술적인 원인을 규명하는데 집중하였다. 이러한 선행연구들에도 불구하고 국내 산업현장에서 발생한 사고에 대해 사고조사 · 분석 기법을 적용하여 심층분석한 사례연구는 찾아보기 힘들다.
2.2 Analysis methods and procedure
본 연구는 사고분석 기법 활용의 중요성과 효과성을 제시하고자 원 · 하청 구조, 정부의 영향 등 복잡한 사회기술요소가 원인으로 기여한 컨베이어 끼임사고를 분석대상으로 선정하였다. 당해 사고는 공기업인 발전소에서 발생한 사고로써 공기업의 경영은 정부의 정책에 절대적인 영향을 받는다.
본 연구의 대상 사고는 발전소의 연료인 석탄을 운반하는 컨베이어에 끼인사고로써 전 · 후로 연동을 고려하여야 하는 컨베이어 운전방식과 원 · 하청 업무가 연결되어 있어 시스템 요소가 밀결합 되어 있다고 볼 수 있으며, 운전실에서 수동 제어하는 방식으로 제어가 쉬운 시스템으로 볼 수 있다. Hollnagel과 Speziali (2008)의 연구에서 제시한 바에 따르면, 시스템 요소가 밀결합 되어 있고 제어가 쉬운 시스템의 사고에 적합한 분석 기법은 Swiss Cheese, MTO, CREAM (Cognitive Reliability and Error Analysis Method)으로 제시하였다. 따라서 본 연구에 적용할 기법은 MTO와 같은 핵심 분석기법을 사용하는 미국 에너지성(U.S. DOE, 2012) 사고조사 · 분석 프로그램, Swiss Cheese 모델과 Acci-map의 이론을 사고원인 분석 기법으로 유용하게 개발한 SINTEF 모델을 선정하여 병합 활용하였다.
사고조사 및 분석은 사고 발생 2개월 후 시스템 안전진단을 위해 사고 발생 사업장에 투입된 특급기술자 2명(공학박사 1명 포함)이 16일간 수행하였다. 사고조사 및 분석은 관계자 인터뷰, 현장 및 관계문서 조사, 예상되는 기여요인 파악 및 기여요인별 증거 수집, 증거가 명확하지 않은 요인은 배제하는 순으로 진행되었으며, 분석을 통해 추가 의문사항이 발생 시 위 순서를 반복하였다. 분석 결과는 안전보건공단 중앙사고조사단 사고조사 실무경력 10년 이상 전문가 8명의 토론을 통해 보완 및 검증하였고, 국내 안전관련 3개의 학회에서 발표 및 토론을 실시하였다.
사고분석은 ① 사건 및 원인요소 도표작성 → ② 방지벽 분석 → ③ 변화요인 분석 → ④ 사건 및 원인요소 도표 업데이트 · 분석(SINTEF 모델 활용) → ⑤ 근본원인 분석 순으로 진행하였다. 여기에서 사건 및 원인요소 도표작성 및 분석은 기본방법이며, 방지벽 분석 등은 보조방법이다.
①, ②, ④의 분석 시에는 체계적이고 다양한 원인요소를 도출하기 위해 기인물인 기기의 생애주기 각 단계별로 주요 사건을 분석하는 기법을 도입하여 적용하였다. 즉, 기기의 설계 → 제작 → 구매(계약) → 설치 → 운영 및 유지보수의 단계별로 사고와 관련 있는 사건과 사건별 원인요소를 분석하였다.
2.3 Accident analysis tools
2.3.1 Events and Causal Factors Charting (ECFC)
사건 및 원인요소 도표작성은 사건과 원인요소를 도표화하여 논리적으로 전개하는 것이다. 사고에 기여한 주요 사건을 시간 순으로 전개하되 관련 있는 조건 또는 정보와 노동자의 지식 등을 표시한다.
2.3.2 Barrier analysis
방지벽은 인적 과실과 기계 문제에도 불구하고 사고가 일어나는 것을 방지하거나, 사고가 일어나는 경우에도 그로 인한 피해를 억지하는 물리적 · 관리적 수단이다. 방지벽 분석은 실패했거나 누락된 기술 및 관리 방지벽을 식별하는 것이다.
2.3.3 Change analysis
변화요인 분석은 사고 당시의 상황이 What-When-How-Who-Where 등의 부분에서 어떻게 평소 또는 바람직한 상황과 달랐는가를 확인하는 것이다.
2.3.4 Events and causal factors updating and analysis
방지벽 분석과 변화요인 분석을 통해 도출된 사항을 사건 및 원인요소 도표에 업데이트하고 SINTEF 모델을 활용하여 추가분석을 실시한다. 사고원인 분석에 유용한 5단계의 SINTEF 모델은 Table 1과 같다.
조사와 분석을 언제 중지해야 하는지 정하기 위해서는 Rasmussen (1990)의 '중지 규칙'이 필요하다. Reason (1997)은 확인된 원인을 더 이상 제어할 수 없을 때 중단해야 한다고 제안한다. 따라서 조사자가 소속된 조사기구의 권한에 따라 중지지점은 달라진다. 본 연구의 조사와 분석은 개선을 건의할 수 있는 명확한 정부 정책요인까지 실시하였다.
|
Step |
Identification |
|
|
|
5 |
Deficiencies related to the public safety framework |
• Economy |
⇑ Direction of analysis. Repeat the "Why"
question |
|
•
Labour |
|||
|
• Laws and regulations etc. |
|||
|
4 |
Weaknesses and defects related to |
• Policy |
|
|
•
Organisation and responsibilites |
|||
|
•
Influence on attitudes |
|||
|
•
Follow-up by management |
|||
|
3 |
Weaknesses and defects with the management systems |
•
Lack of or inadequate procedures |
|
|
•
Lack of implementation |
|||
|
•
Insufficient training/education |
|||
|
•
Insufficient follow-up |
|||
|
2 |
Deviations and failures influencing the event sequence |
•
Procedures not followed |
|
|
•
Technical failures |
|||
|
•
Human failures |
|||
|
1 |
Event sequence |
•
Decisions |
|
|
• Actions |
|
||
|
• Omissions |
|
||
|
|
|||
2.3.5 Root cause analysis
근본원인 분석에서는 근본원인과 핵심 기여원인을 도출한다. 여기서 근본원인은 그것이 개선된다면 동종의 사고가 재발되는 것을 방지할 수 있는 원인, 고차원적이며 하나의 실패보다는 부족한 사항들을 아우르는 것으로 주로 실패한 관리체계로 정의된다. 핵심 기여원인은 기여원인 중 동종재해 예방을 위해 개선되어야 할 핵심원인을 말한다.
2.3.6 Recommendations for improvement
향후 유사 동종사고의 재발을 방지하기 위해서는 근본원인과 핵심 기여원인을 제거하여야 한다. 개선 권고사항은 근본원인과 핵심 기여원인에 의거 정리한다.
3.1 Accident overview and basic information
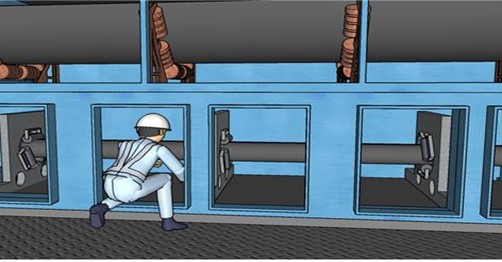
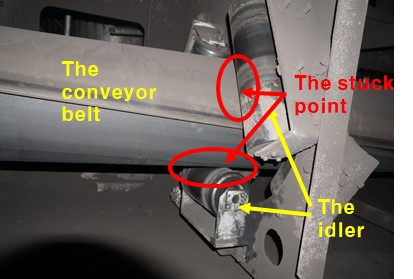
2018. O. O 23시경 OOO에서 재해자가 석탄 운반 벨트컨베이어 리턴(Return)측 Turn-Over 구간(벨트를 상하로 뒤집는 역할)에서 휴대폰 조명으로 아이들러(Idler) 등에 대한 이상부위 근접 확인 또는 근접하여 사진 촬영 시도 중 아이들러와 벨트사이에 신체가 말려 들어가 사망하였다. Figure 2는 사고 발생 시 추정되는 재해자의 위치이며 Figure 3는 사고가 발생한 물림점인 벨트와 아이들러 사진이다.
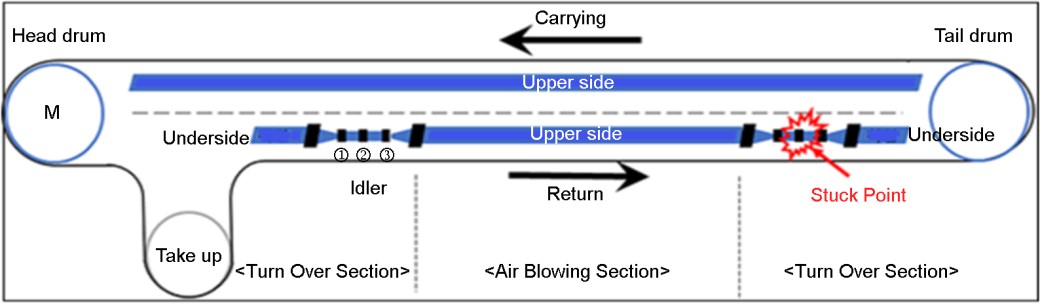
사고가 발생한 벨트컨베이어는 공기부상형으로서 석탄을 운반하는 상부는 중간부분에 벨트를 지지하는 물리적 장치가 없으며, 리턴측인 하부는 벨트를 뒤집기 위해 꼬아주는 역할을 하는 아이들러가 벨트를 지지하는 역할을 병행하고 있다. 운전 속도는 260m/min이다. Figure 4는 사고 발생 컨베이어의 개요도이다.
원청은 소내 주요설비에 대해 직접 설계 · 운전 · 정비를 수행하며 하청사업장의 업무를 관리감독 한다. 하청사업장은 컨베이어의 운전 · 점검과 정비업무를 수행하며, 운전 · 점검과 정비업무를 수행하는 하청사업장은 분리하여 운영한다. 재해자는 컨베이어를 운전 · 점검하는 하청 사업장 소속이며, 학교 졸업 후 첫 직장으로서 사고일 현재 컨베이어 점검 담당으로 3개월째 근무 중 사고가 발생하였다.
3.2 Barrier analysis
방지벽 분석 결과는 Table 2와 같다.
3.3 Change analysis
변화요인 분석 결과는 Table 3과 같다.
Life cycle |
Hazard: Stuck in the conveyor |
Target: Coal transportion facility (conveyor) |
||
|
What were the |
How did each barrier |
Why did the barrier fail? |
How did the barrier |
|
|
Design installation |
Risk assessment |
Risk assessments for facility were not
carried out at any time during new introduction, installation |
o
There was no risk assessment process at design time o
The person in charge did not recognize the occasional risk assessment because
of the complexity of the risk assessment guidelines o
Periodic risk assessments were conducted by subcontractors, and there was a practice
of avoiding matters related to facility improvement |
Physical hazards such as equipment and
lighting were not recognized and therefore, could |
|
Maintenance |
Conveyor inspection |
Protection was failed |
o
The workers removed the o
Part of the conveyor |
The workers were able to access the stuck
point due to the proximity work |
|
Operation |
Lighting |
The job support role of |
o
There was no lighting o
The passage was also dark |
The use of a flashlight was necessary to
inspect and photograph abnormal areas, thereby increasing the risk of stuck
accident |
|
Operation |
Emergency stop |
Operation failed (Pull cord switch) |
o
Accident happened at a o
Unable to be operated by o
Low chance of using on |
After the body is caught, it is difficult
to operate the emergency stop device and it has no effect |
|
Operation |
Regulations for |
Worked alone |
o
There were gap in rules and practices -
The regulation requires working in pairs, but the |
o
It was impossible to compensate for inexperienced employees o
Quick lifesaving was impossible |
|
Operation |
Right to stop |
Essential safety rules |
o Work Practices o
Working near the dangerous areas was inevitable due to facility structure o
Rigid organizational culture made it impossible to stop equipment for safety
reasons |
Workers perceived safety rules as being
inconsistent with reality |
|
Operation |
Job related |
Training on the prohibition |
o
There were training practices just to fill the legally required training
hours o
The contents of training did |
Workers' sensitivity to risk was reduced |
|
What |
1. An abnormal phenomenon 2. The workers removed the inspection hole
cover to remove the fallen coals |
1. No coal falling in the 2. In the original design, |
1. At the time of design, the type of coal
used in the power plant and the environment used were not considered.
Therefore, the occurrence of frequent inspection due to coal falling could
not be fundamentally improved. 2.
Determining risk factors, and therefore establishing and implementing
countermeasures through occasional risk assessment did not executed/ All
parties gave priority to work efficiency |
1. Frequent fallen coal removal work and
inspection were necessary. 2. Failed to assess the risk from the
removal of the inspection hole cover (Under the agreement of the main and
subcontractors, the cover was removed) |
|
When |
A 3-month-unskilled |
Inexperienced worker |
There
were no supplements for |
Human error factors (unfamiliar tasks) |
|
How |
The victim removed the |
Minimize human involvement |
The
installation of automatic drop removal equipment was requested |
Frequent removal work and inspection were
required |
|
Establish safe inspection methods such as
checking outside of the conveyor |
Close
inspection was performed at the request of the main contractor |
Human error factors (Providing a major
cause for accidents |
||
|
Where |
Dark checkpoints (1 lux) |
Illuminated so that the inspection area
was not shadowed |
In
the initial design, there was no need for frequent inspection, so the
interior lighting of the enclosure was not designed. |
Frequent inspections were conducted in |
3.4 Events & causal factors charting, updating and analysis
사건 및 원인요소 도표작성, 업데이트 및 분석 결과는 Figure 5와 같다. 사고의 원인요소로 43건이 도출되었으며, 증거가 명확하지 않은 7건은 점선으로 표시하였다.
3.5 Root cause analysis
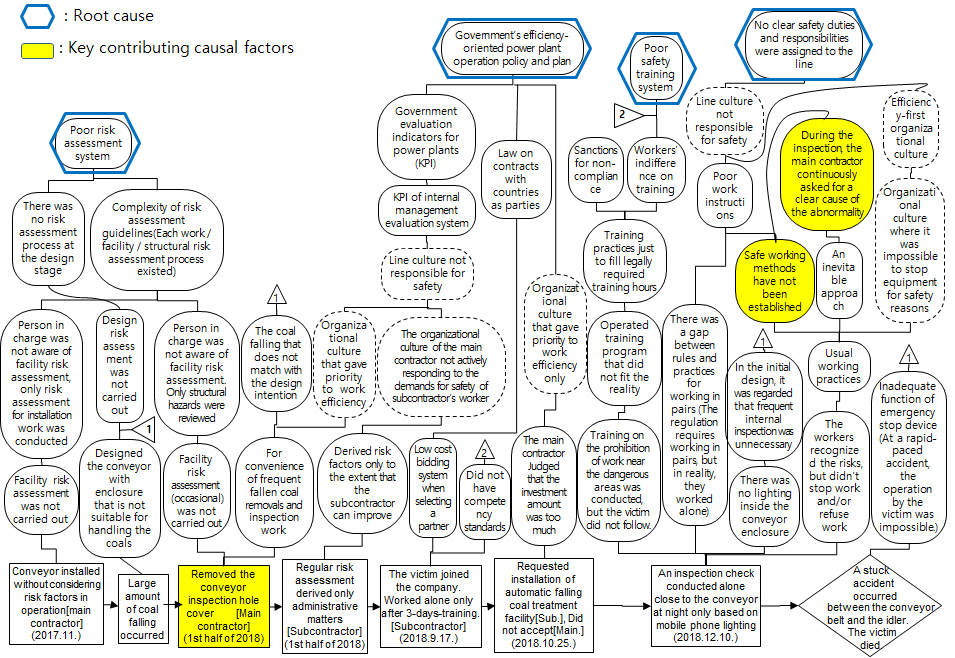
Figure 5에 근본원인과 핵심 기여요인을 표시하였다. 근본원인은 다음 네 가지로 분석되었다.
① 정부의 효율성 중심 발전소 운영방침 및 계획이다. 정부의 효율성 중심 발전소 운영방침에 따라 석탄운반설비 운전 및 경상정비 부문이 외주화 되었고, 정부경영평가 지표는 경영효율화 지표 중심으로 구성되어 있다. 따라서, 정부 방침에 따라 운영되는 공공기관 특성상 경영효율화에 중점을 둠으로써 협력사 노동자 안전을 위한 개선 요구에 적극적으로 투자하지 않았으며, 협력사의 목소리에 귀 기울이지 않았다. 또한, 협력사 선정 시 '국가를 당사자로 하는 계약에 관한 법률'에 따라 저가입찰자 우선 낙찰제를 운영함으로써, 협력사는 기업 이윤 확보 및 극대화를 위해 역량이 부족한 근로자를 단독점검에 조기 투입하였다.
② 부실하고 난해한 사업장 위험성평가 시스템이다. 당해 사업장에서는 설비 설계 시 위험성을 검토하는 프로세스가 없다. 그래서 우리나라에서 많이 사용하는 인도네시아 산 저열량탄은 습도가 높은 등으로 벨트에 부착, 낙탄이 많이 발생하여 잦은 낙탄 제거 작업 등이 필요하나, 일본에서 사용하는 밀폐형 컨베이어를 도입하면서 작업성과 위험성을 간과하였다. 또한, 사업장에서 사용 중인 위험성평가 지침에 의하면 설비 위험성평가, 작업 위험성평가 등 2종류의 위험성평가를 하게 되어 있으나, 현장의 담당자가 2가지의 위험성평가를 제대로 이해하지 못하여 컨베이어 설치 시에는 설치 작업 위험성평가는 실시하였으나 설비위험성평가는 수행하지 않았고, 점검구 덮개 제거 시에는 구조 위험성만 검토하고 설비위험성평가는 수행하지 않았다.
③ 라인에 대하여 명확한 안전직무와 책임을 부여하지 않았다. 라인 관리자에게 안전에 대한 명확한 책임을 부여하지 않음으로써 라인 운영은 효율성 중심으로 운영되었다. 그래서, 작업지침서는 형식적으로 존재하고, 실제 작업 수행은 관행 또는 원청의 요구에 따라 수시로 변경되었다.
④ 노동자는 안전보건교육에 무관심하고, 사업장은 노동자 직무별 역량 기준이 마련되어 있지 않은 상태에서 법률에서 요구하는 안전보건교육 이수시간을 맞추기 위해 관행적 교육을 실시하고 있었다.
핵심 기여원인은 다음 두 가지로 분석되었다.
① 점검구 덮개 제거에 따른 위험성평가를 수행하지 않고 노동자의 끼임 위험부위 접근을 제한하는 점검구 덮개를 제거하였다.
② 위험부위와 이격된 거리(점검구 외부 등)에서 설비점검을 하는 등의 안전한 작업방법을 확립하지 않은 상태에서, 원청의 컨베이어 이상부위에 대한 명확한 현상파악 요구에 따라 점점 더 위험부위 근접 점검 작업을 실시하였다.
3.6 Recommendations for improvement
향후 유사 동종사고의 재발을 방지하기 위해서는 근본원인과 핵심 기여원인을 제거하여야 한다. 개선 권고사항은 근본원인과 핵심 기여원인에 의거 정리하였다. 근본원인에 따른 개선 권고사항으로는 ① 발전소 등 공공기관에 대한 정부 경영평가 지표의 안전관련 지표 비중 확대가 필요하다. ② 도급으로 사업을 운영 할 경우 하청 노동자의 적정 임금이 보장될 수 있도록 입찰 계약 시 직접노무비에는 낙찰율이 적용되지 않도록 제도 보완이 필요하며, 직접노무비가 노동자에게 전액 지급될 수 있도록 관리방안 마련이 필요하다. ③ 설비 설계 시 위험성을 검토하는 프로세스 도입이 필요하다. ④ 위험성평가가 현장에서 실제로 이행될 수 있도록 위험성평가 체계 단순화, 노동자에 대한 위험성평가 교육, 이행 모니터링 체계 구축 등이 필요하다. ⑤ 각종 안전 활동에 대한 라인의 명확한 임무부여와 모니터링 체계 강화가 필요하다. ⑥ 작업지침서 등 표준에 대한 지속적인 업데이트를 보장하고, 준수 관리 시스템 구축 및 운영이 필요하다. ⑦ 직무별 역량기준을 마련하고, 필요 역량별 · 작업 위험별 교육 실시, 교육에 대한 모니터링 및 피드백 시스템 구축 · 운영 등 실질적인 안전보건교육 프로그램 운영을 위한 시스템 강화가 필요하다.
핵심 기여원인에 대한 개선 권고사항으로는 ① 컨베이어 점검구 덮개 제거에 따른 위험성평가를 실시하고, 도출된 위험에 대한 위험감소조치 시행이 필요하다. ② 컨베이어 점검 시 위험부위와 이격된 거리에서 안전하게 점검할 수 있는 점검방법 확립이 필요하다.
본 연구에서는 사건 및 원인요소 도표작성 · 분석(Events & Causal Factors Charting and Analysis), 방지벽 분석(Barrier Analysis), 변화요인 분석(Change Analysis), 근본원인 분석(Root Cause Analysis), SINTEF 모델, 기기 생애주기 각 단계별 주요 사건분석 기법 등 일련의 사고분석 기법을 활용하여 컨베이어 끼임사고를 분석함으로써 사고의 원인을 체계적이고 심층적으로 분석할 수 있었다.
방지벽 분석과 변화요인 분석은 우리가 주의해서 보아야 하는 현상을 충분히 반영할 수 있게 하였고 사건 및 원인요소 도표작성 · 분석은 노동자가 왜 그런 행위를 할 수 밖에 없었는지, 왜 그들의 결정과 행위가 타당하게 생각되었는지를 이해할 수 있게 해 주었다. 이것은 심층적 원인을 추적하게 해주는 매우 유효한 단서를 주었다. 그리고 사건 및 원인요소 분석 시 SINTEF 모델의 활용으로 주어진 단서로부터 조직적 문제점을 '근거있고' '체계있게' 도출해 낼 수 있었다. 실패한 관리체계의 목전까지 기여원인을 도출한 후 조직의 문제를 임의 도출하는 방식과 대비되는 체계적인 분석이 가능하게 하였다. 또한 기인물인 기기의 생애주기 각 단계별 주요 사건을 분석하는 새로운 기법의 도입은 불안전한 기기의 설계 · 설치 · 사용상의 문제 등 근원적이고 구조적인 문제를 체계적으로 분석할 수 있게 하였다.
그러나, 본 연구 사고사례와 같이 재해자가 사고 발생 후 즉시 사망한 경우에는 사고 발생 직전 재해자의 결정과 행위는 인터뷰 등이 불가능함에 따라 사고상황, 맥락, 관련 증거 등으로 유추할 수 밖에 없어 조사와 분석의 한계가 있을 수 밖에 없다. 또한, 사고에 대한 조사 및 심층분석은 많은 인력과 시간이 필요하며, 관계자들의 적극적인 협조가 필요하므로, 사고조사 및 분석을 통해 유사 동종사고를 예방하겠다는 경영진의 적극적인 의지가 있을 경우에만 충실한 조사와 분석이 가능하다.
본 연구에서 적용한 조사 및 분석기법은, 기기 및 설비가 기인물이고, 조직적 요인 등 복잡한 사회기술적 요소가 사고원인으로 기여한 것으로 판단된 사고로서, 사업장, 사고조사기관 등에서 심층분석 대상으로 선정한 사고에 대해 적용할 수 있다. 사고 발생 시 적절한 조사기법을 활용한 사고조사 및 분석은 보다 효과적이고 객관적으로 기여원인, 근본원인 등 원인요소를 도출하는 데 기여할 것으로 사료된다. 또한, 이러한 접근 방법을 통한 안전 관리는 사고에 기여하는 각종 원인을 규명하고 제거하는 데 기여함으로써 궁극적으로 추구하는 무사고 사업장을 구현하는데 기여할 수 있을 것으로 사료된다.
References
1. Ham, D.H., "Research Trends of Cognitive Systems Engineering Approaches to Human Error and Accident Modelling in Complex Systems". Journal of the Ergonomics Society of Korea, 30(1), 41-53, 2011.
Google Scholar
2. Heinrich, H.W., "Industrial Accident Prevention" McGraw-Hill: New York, 1931.
3. Hollnagel, E., "Barriers and Accident Prevention". Ashgate, 2004.
4. Hollnagel, E. and Speziali, J., "Study on Developments in Accident Investigation Methods: A Survey of the State-of-the-Art". hal-00569424, 45, 2008.
Google Scholar
5. Kim, D.S. and Yoon, W.C., "A Proposition of Accident Causation Model for the Analysis of Human Error Accidents in Railway Operations". Journal of the Ergonomics Society of Korea, 29(2), 241-248, 2010.
Google Scholar
6. Kim, D.S. and Yoon, W.C., "An accident causation model for the railway industry: Application of the model to 80 rail accident investigation reports from the UK". Safety Science, 60, 57-68, 2013.
Google Scholar
7. Kim, S.H., Kim, H.S., Kang, I.K. and Kim, W.S., "An analysis on marine casualties of fishing vessel by FTA method", Journal of the Korean Society of Fisheries and Ocean Technology, 53(4), 430-436, 2017.
Google Scholar
8. Kim, Y.J., Kang, I.K., Ham, S.J. and Park, C.W., "Analysis the dynamic factors on the capsize of O-Ryong 501". Journal of the Korean Society of Fisheries and Ocean Technology, 51(4), 520-526, 2015.
Google Scholar
9. Lee, S.W., "Systematic analysis of Accidents by Fault Tree". Journal of the Ergonomics Society of Korea, 1(1), 1982.
10. Rasmussen, J., "Human error and the problem of causality in analysis of accidents", Philosophical Transactions of the Royal Society of London, B 327, 449-462, 1990.
Google Scholar
11. Reason, J., "Managing the Risks of Organizational Accidents", ISBN 1 84014 105 0, Ashgate, England, 1997.
12. Skelt, S., "Methods for accident analysis" Report No. ROSS (NTNU) 200208, Norwegian University of Science and Technology, Trondhein: NTNU, 2002.
13. U.S. DOE, "Accident and Operational Safety Analysis DOE HANDBOOK, Volume 1: Accident Analysis Techniques". U.S. Department of Energy, Washington D.C, USA, 2012.
14. Yim, J.P. and Park, S.Y., "A Study on Safety of Atmospheric Storage Tank through Detailed Analysis of Accident Case". Journal of the Korean Society of Safety, 34(4) 41-48, 2019.
Google Scholar
15. Yoon, W.C., Lee, Y.H. and Kim, Y.S., "A model-based and computer-aided approach to analysis of human errors in nuclear power plants". Reliability Engineering and System Safety, 51, 43-52, 1995.
Google Scholar
PIDS App ServiceClick here!